Electrical Discharge Machining
(EDM)
What is EDM? A Brief History
 The acronym EDM is derived from Electrical Discharge Machining.
The acronym EDM is derived from Electrical Discharge Machining.The EDM process we know today started with the observations of Joseph Preistly in 1770. He noticed that electrical discharges had removed material from the electrodes in his experiments. This is also known as electro-discharge erosion.
In the 1940's Soviet researchers developed a machining process that formed the foundation for modern EDM.

Electric Discharge Machining
 The
basic EDM process is really quite simple. An electrical spark is
created between an electrode and a work piece. The spark is visible
evidence of the flow of electricity. This electric spark produces
intense heat with temperatures reaching 8000 to 12000 degrees Celsius,
melting almost anything. The spark is very carefully controlled and
localized so that it only affects the surface of the material. The EDM
process usually does not affect the heat treat below the surface. With
wire EDM the spark always takes place in the dielectric of deionized
water. The conductivity of the water is carefully controlled making an
excellent environment for the EDM process. The water acts as a coolant
and flushes away the eroded metal particles.
The
basic EDM process is really quite simple. An electrical spark is
created between an electrode and a work piece. The spark is visible
evidence of the flow of electricity. This electric spark produces
intense heat with temperatures reaching 8000 to 12000 degrees Celsius,
melting almost anything. The spark is very carefully controlled and
localized so that it only affects the surface of the material. The EDM
process usually does not affect the heat treat below the surface. With
wire EDM the spark always takes place in the dielectric of deionized
water. The conductivity of the water is carefully controlled making an
excellent environment for the EDM process. The water acts as a coolant
and flushes away the eroded metal particles.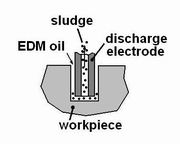
Sinker EDM
Wire EDM
The wire, which is constantly fed from a spool, is held between upper and lower diamond guides. The guides, usually CNC-controlled, move in the x–y plane. On most machines, the upper guide can also move independently in the z–u–v axis, giving rise to the ability to cut tapered and transitioning shapes (circle on the bottom square at the top for example). The upper guide can control axis movements in x–y–u–v–i–j–k–l–. This allows the wire-cut EDM to be programmed to cut very intricate and delicate shapes.

Applications
Prototype production
The EDM process is most widely used by the mold-making tool and die industries, but is becoming a common method of making prototype and production parts, especially in the aerospace, automobile and electronics industries in which production quantities are relatively low. In sinker EDM, a graphite, copper tungsten or pure copper electrode is machined into the desired (negative) shape and fed into the workpiece on the end of a vertical ram.
Coinage die making
For the creation of dies for producing jewelry and badges, or blanking and piercing (through use of a pancake die) by the coinage (stamping) process, the positive master may be made from sterling silver, since (with appropriate machine settings) the master is significantly eroded and is used only once. The resultant negative die is then hardened and used in a drop hammer to produce stamped flats from cutout sheet blanks of bronze, silver, or low proof gold alloy. For badges these flats may be further shaped to a curved surface by another die. This type of EDM is usually performed submerged in an oil-based dielectric. The finished object may be further refined by hard (glass) or soft (paint) enameling and/or electroplated with pure gold or nickel. Softer materials such as silver may be hand engraved as a refinement.Metal disintegration machining
Several manufacturers produce EDM machines for the specific purpose of removing broken tools (drill bits or taps) from work pieces. In this application, the process is termed "metal disintegration machining".Advantages and disadvantages
Some of the advantages of EDM include machining of:- Complex shapes that would otherwise be difficult to produce with conventional cutting tools.
- Extremely hard material to very close tolerances.
- Very small work pieces where conventional cutting tools may damage the part from excess cutting tool pressure.
- There is no direct contact between tool and work piece. Therefore delicate sections and weak materials can be machined without any distortion.
- A good surface finish can be obtained.
- Very fine holes can be easily drilled.
- The slow rate of material removal.
- The additional time and cost used for creating electrodes for ram/sinker EDM.
- Reproducing sharp corners on the workpiece is difficult due to electrode wear.
- Specific power consumption is very high.
- Power consumption is high.
- "Overcut" is formed.
- Excessive tool wear occurs during machining.
- Electrically non-conductive materials can be machined only with specific set-up of the process.
No comments:
Post a Comment