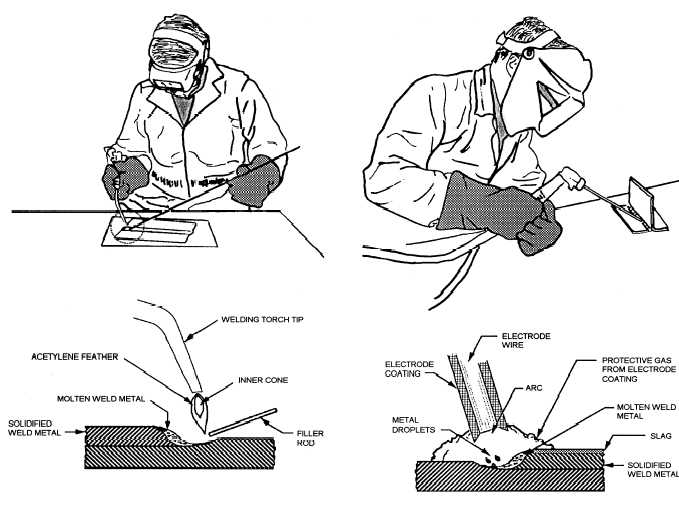
Welding
is a fabrication or sculptural process that joins materials, usually
metals or thermoplastics , by causing coalescence . This is often done
by melting the workpieces and adding a filler material to form a pool of
molten material that cools to become a strong joint, with pressure
sometimes used in conjunction with heat , or by itself, to produce the
weld. This is in contrast with soldering and brazing , which involve
melting a lower-melting-point material between the workpieces to form a
bond between them, without melting the workpieces.
Arc welding and
oxyfuel welding were among the first processes to develop late in the
century, and electric resistance welding followed soon after.
Following
the wars, several modern welding techniques were developed, including
manual methods like shielded metal arc welding , now one of the most
popular welding methods, as well as semi-automatic and automatic
processes such as gas metal arc welding , submerged arc welding ,
flux-cored arc welding and electroslag welding .
Developments
continued with the invention of laser beam welding , electron beam
welding, electromagnetic pulse welding and friction stir welding in the
latter half of the century.
Robot welding is commonplace in
industrial settings, and researchers continue to develop new welding
methods and gain greater understanding of weld quality.
ContentsThese
processes use a welding power supply to create and maintain an electric
arc between an electrode and the base material to melt metals at the
welding point.
Processes
Arc
These processes use a welding power supply to create and maintain an electric arc between an electrode and the base material to melt metals at the welding point.
Power
Constant current power supplies are most often used
for manual welding processes such as gas tungsten arc welding and
shielded metal arc welding, because they maintain a relatively constant
current even as the voltage varies. This is important because in manual
welding, it can be difficult to hold the electrode perfectly steady, and
as a result, the arc length and thus voltage tend to fluctuate.
Constant
voltage power supplies hold the voltage constant and vary the current,
and as a result, are most often used for automated welding processes
such as gas metal arc welding, flux cored arc welding, and submerged arc
welding.
Consumable electrode processes such as shielded metal
arc welding and gas metal arc welding generally use direct current, but
the electrode can be charged either positively or negatively.
If
the electrode is positively charged, the base metal will be hotter,
increasing weld penetration and welding speed. Alternatively, a
negatively charged electrode results in more shallow welds.
Nonconsumable
electrode processes, such as gas tungsten arc welding, can use either
type of direct current, as well as alternating current. However, with
direct current, because the electrode only creates the arc and does not
provide filler material, a positively charged electrode causes shallow
welds, while a negatively charged electrode makes deeper welds.
One
of the most common types of arc welding is shielded metal arc welding ;
it is also known as manual metal arc welding or stick welding.
Processes
Electric
current is used to strike an arc between the base material and
consumable electrode rod, which is made of filler material and is
covered with a flux that protects the weld area from oxidation and
contamination by producing carbon dioxide gas during the welding
process.
Weld times are rather slow, since the consumable
electrodes must be frequently replaced and because slag, the residue
from the flux, must be chipped away after welding. Furthermore, the
process is generally limited to welding ferrous materials, though
special electrodes have made possible the welding of cast iron , nickel ,
aluminum, copper , and other metals.
Gas metal arc welding , also
known as metal inert gas or MIG welding, is a semi-automatic or
automatic process that uses a continuous wire feed as an electrode and
an inert or semi-inert gas mixture to protect the weld from
contamination.
A related process, flux-cored arc welding , uses
similar equipment but uses wire consisting of a steel electrode
surrounding a powder fill material. This cored wire is more expensive
than the standard solid wire and can generate fumes and/or slag, but it
permits even higher welding speed and greater metal penetration.
Gas
tungsten arc welding , or tungsten inert gas welding, is a manual
welding process that uses a nonconsumable tungsten electrode, an inert
or semi-inert gas mixture, and a separate filler material.
Especially
useful for welding thin materials, this method is characterized by a
stable arc and high quality welds, but it requires significant operator
skill and can only be accomplished at relatively low speeds.
Submerged
arc welding is a high-productivity welding method in which the arc is
struck beneath a covering layer of flux. This increases arc quality,
since contaminants in the atmosphere are blocked by the flux.
Gas welding
It is one of the oldest and most versatile welding processes, but in
recent years it has become less popular in industrial applications. The
flame, since it is less concentrated than an electric arc, causes slower
weld cooling, which can lead to greater residual stresses and weld
distortion, though it eases the welding of high alloy steels.
Resistance
A
specialized process, called shot welding , can be used to spot weld
stainless steel. Like spot welding, seam welding relies on two
electrodes to apply pressure and current to join metal sheets. However,
instead of pointed electrodes, wheel-shaped electrodes roll along and
often feed the workpiece, making it possible to make long continuous
welds.
Energy beam
Energy beam welding methods, namely laser beam welding and
electron beam welding , are relatively new processes that have become
quite popular in high production applications.
Developments in
this area include laser-hybrid welding , which uses principles from both
laser beam welding and arc welding for even better weld properties,
laser cladding and X-ray welding .
Solid-state Like the first
welding process, forge welding, some modern welding methods do not
involve the melting of the materials being joined.
Other
solid-state welding processes include friction welding ,
electromagnetic pulse welding , co-extrusion welding , cold welding ,
diffusion bonding , exothermic welding , high frequency welding , hot
pressure welding , induction welding , and roll welding .
Many
welding processes require the use of a particular joint design; for
example, resistance spot welding, laser beam welding, and electron beam
welding are most frequently performed on lap joints.
Other welding methods, like shielded metal arc welding, are extremely versatile and can weld virtually any type of joint.
Quality
Many distinct factors influence
the strength of welds and the material around them, including the
welding method, the amount and concentration of energy input, the
weldability of the base material, filler material, and flux material,
the design of the joint, and the interactions between all these factors.
The
effects of welding on the material surrounding the weld can be
detrimental—depending on the materials used and the heat input of the
welding process used, the HAZ can be of varying size and strength.
The
efficiency is dependent on the welding process used, with shielded
metal arc welding having a value of 0.75, gas metal arc welding and
submerged arc welding, 0.9, and gas tungsten arc welding, 0.8.
Shielded
metal arc welding is also often used in underwater welding in the
construction and repair of ships, offshore platforms, and pipelines, but
others, such as flux cored arc welding and gas tungsten arc welding,
are also common.
Welding in space is also possible—it was first
attempted in 1969 by Russian cosmonauts, when they performed experiments
to test shielded metal arc welding, plasma arc welding, and electron
beam welding in a depressurized environment.
Further testing of
these methods was done in the following decades, and today researchers
continue to develop methods for using other welding processes in space,
such as laser beam welding, resistance welding, and friction welding.
History
In
1881–82 a Russian inventor Nikolai Benardos created the first electric
arc welding method known as carbon arc welding , using carbon
electrodes.
Arc welding was first applied to aircraft during the
war as well, as some German airplane fuselages were constructed using
the process. Also noteworthy is the first welded road bridge in the
world, designed by Stefan Bryła of the Warsaw University of Technology
in 1927, and built across the river Słudwia Maurzyce near Łowicz, Poland
in 1929.
During the following decade, further advances allowed
for the welding of reactive metals like aluminum and magnesium . This in
conjunction with developments in automatic welding, alternating
current, and fluxes fed a major expansion of arc welding during the
1930s and then during World War II.
Gas tungsten arc welding ,
after decades of development, was finally perfected in 1941, and gas
metal arc welding followed in 1948, allowing for fast welding of non-
ferrous materials but requiring expensive shielding gases.
Shielded
metal arc welding was developed during the 1950s, using a flux-coated
consumable electrode, and it quickly became the most popular metal arc
welding process.
In 1957, the flux-cored arc welding process
debuted, in which the self-shielded wire electrode could be used with
automatic equipment, resulting in greatly increased welding speeds, and
that same year, plasma arc welding was invented.
Other recent
developments in welding include the 1958 breakthrough of electron beam
welding, making deep and narrow welding possible through the
concentrated heat source.
Trends
Depending on the process, equipment cost
can vary, from inexpensive for methods like shielded metal arc welding
and oxyfuel welding , to extremely expensive for methods like laser beam
welding and electron beam welding.
To do this, welding procedures
with high deposition rates can be selected, and weld parameters can be
fine-tuned to increase welding speed.
In recent years, in order to
minimize labor costs in high production manufacturing, industrial
welding has become increasingly more automated, most notably with the
use of robots in resistance spot welding and in arc welding.
In
robot welding, mechanized devices both hold the material and perform the
weld and at first, spot welding was its most common application, but
robotic arc welding increases in popularity as technology advances.
Other
key areas of research and development include the welding of dissimilar
materials and new welding processes, such as friction stir, magnetic
pulse, conductive heat seam, and laser-hybrid welding. Furthermore,
progress is desired in making more specialized methods like laser beam
welding practical for more applications, such as in the aerospace and
automotive industries.
Without proper fusion to the base materials
provided by sufficient arc time on the weld, a project inspector cannot
ensure the effective diameter of the puddle weld therefore he or she
cannot guarantee the published load capacities unless they witness the
actual installation. This method of puddle welding is common in the
United States and Canada for attaching steel sheets to bar joist and
structural steel members.